 Skip to content
Skip to content 



Lab Banbury Internal Mixer
Model
AT-R7028 series
Applications
Used to mix, knead and disperse rubber, plastics and other chemical raw materials
Standards
ASTM D3182, ISO 2393, etc.
Lab Banbury Internal Mixer Description
Banbury Mixer is the most commonly used Lab Internal Mixer. It is a high-intensity intermittent mixing equipment developed on the basis of the two roll mill for mixing, kneading and dispersing rubber, plastics and other chemical raw materials. The internal mixer has a pair of rotor blades with a specific shape and rotating toward each other, and can plasticize and mix the materials in a sealed chamber with adjustable pressure and temperature. Compared with open mixers, laboratory internal mixers have good sealing and a high degree of automation, which can significantly reduce operating risks and labor intensity for operators and improve processing efficiency.
AmadeTech lab Banbury internal mixer is a kneading equipment with tangential and two-edged rotors. It mainly consists of a rotor, a mixing chamber, a feeding and pressing device, a discharging device, a transmission device, a controller, a machine base, and other parts.
Rotors
Our internal mixer is equipped with two Banbury rotors arranged in parallel, and the blade tips of the two do not touch each other. The rotor is made of high carbon steel, and its surface is hard chromium plated to achieve extremely high hardness and excellent wear and corrosion resistance. The cross-section of the rotor is oval, and each rotor has two spiral ribs. The interior of the rotor has a cavity structure so that circulating cooling water can be introduced to cool the materials, which is required when mixing rubber materials. You can freely adjust the speed of the two rotors according to the processing needs under the control of the frequency converter, but their speed ratio is fixed. The spiral edges do not mesh with each other, which is conducive to enhanced mixing and shearing of materials. Distributive mixing happens when material is transferred from one rotor to the other and rubbed against the chamber wall.
If you want other types of rotors such as roller, dilta, cam etc., let us know and we will tailor it to your needs.
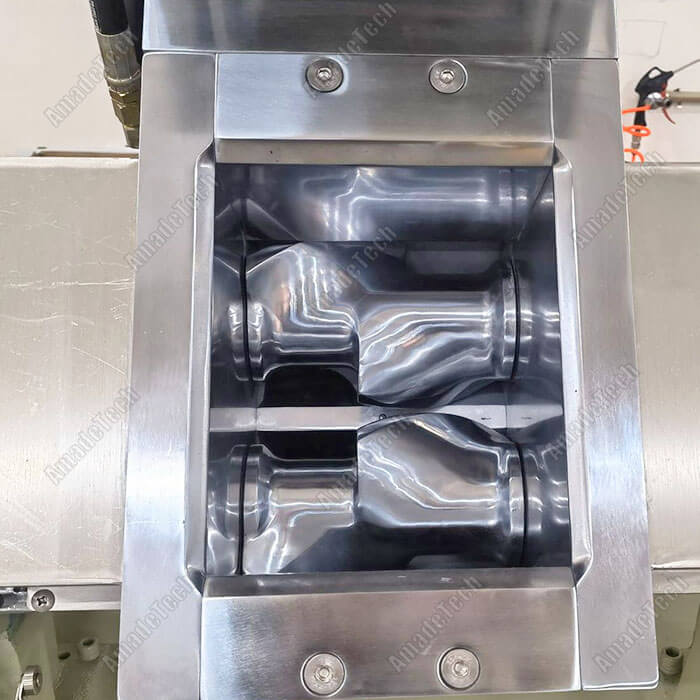
Banbury rotors
Mixing Chamber
The capacity of the mixing chamber is available in 0.2L / 0.5 L / 1 L / 3 L / 5 L and other different sizes for you to choose from. The walls of the mixing chamber housing the two rotors are also made of high carbon steel with hard chromium plating to resist the strong friction, squeezing and corrosion of the material being processed. Its bottom is a “W”-shaped structure, keeping the specified distance from the two rotors. The upper ram is an “M”-shaped structure, forming a closed chamber when it is lowered. There are heating devices and temperature monitoring sensors built into the mixing chamber walls to heat up and monitor the material temperature in real time. The interlayers of the mixing chamber allows circulating water to cool the material as needed.
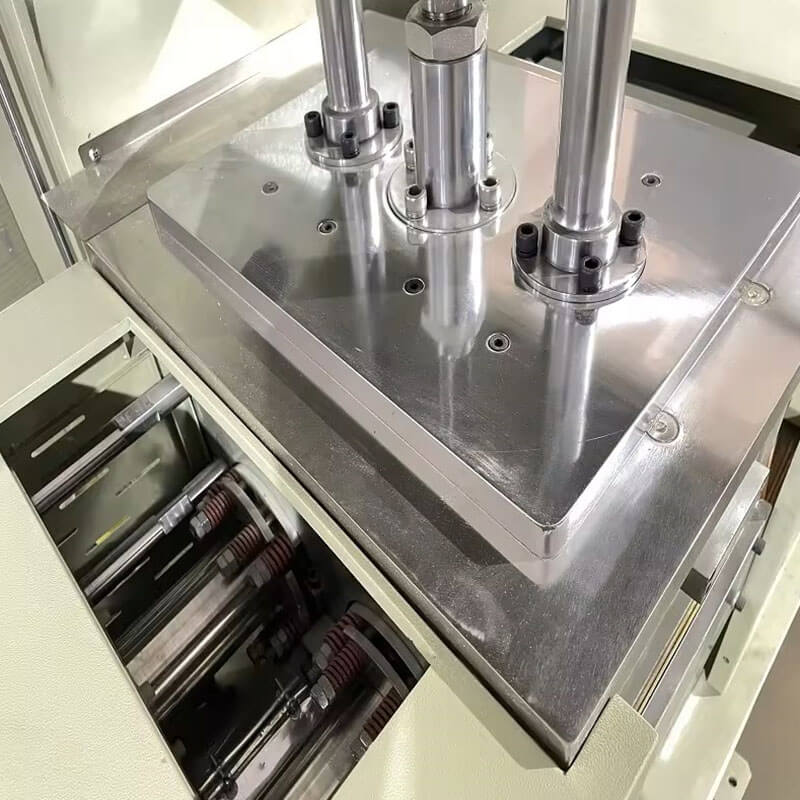
In addition to this integrated chamber structure, we can also supply internal mixers with open-close type mixing chamber used in laboratories. Its chamber walls can be opened like a drawer to facilitate cleaning and inspection when changing materials.

Mixing chamber
Feeding and Pressing Device
Unlike a production-type internal mixer equipped with a dedicated feeding hopper, our lab internal mixer allows you to feed materials directly into the chamber from the top. There is a vertically mounted air cylinder over the mixing chamber. The bottom of the cylinder’s piston is connected to an “M”-shaped ram. The piston can move up and down under control to make the ram cover move. The ram acts as a floating weight to press the material in the mixing chamber during processing, and can apply a pressure of 0.5 to 0.8 MPa to accelerate and strengthen the mixing effect. In addition, the equipment is also equipped with a dust cover that can be moved downwards along the ram under pneumatic control to isolate the processing area and the external environment, so as to prevent dust from escaping from the mixing chamber. We are also equipped with a cooling device for the ram: circulating water flows through the interior of the ram to take away the heat of the material during processing to help cool it down.
Discharging Device
The discharge port of conventional models of our mixing kneader is at the top of the mixing chamber rather than at the bottom. Taking into account the convenience of operation, we have designed an outward-tilting mechanism for the mixing chamber. The chamber is driven by a separate motor and a gear reducer with a brake. It drives the worm through the coupling, and the worm gear is fixed to the front rotor shaft. The rotation of the worm wheel makes the mixing chamber take the front shaft as the axis to realize the tilting of 110°. The outward flipping action facilitates the operator to discharge the processed materials. When pouring materials, you can control the two rotors to reverse to facilitate dumping. If your material is sticky and difficult to clean, an open-close mixing chamber may be a better option for you.
Controller
Regarding the controller of the lab Banbury mixer, we can provide two sets of solutions for flexible selection. One is a traditional button controller. Its panel is intuitive, easy to operate, and cost-effective. It allows you to preset the parameters and press corresponding buttons to give machine different operation instructions. The other is a Siemens PLC plus high-definition color touch screen human-machine interactive interface. All parameters can be set arbitrarily on the screen and instructions can be given to the machine to allow the machine to perform desired actions. The rotor speed, temperature, torque can be dynamically displayed on the screen in real time, making the entire machine look more advanced and richer in functions. You can tell us your specific configurations when requesting quote.
Lab Banbury Internal Mixer - Technical Specifications
Model | AT-R7028 series |
Mixing chamber volume | 0.2L/0.5L/1L/3L/5L/10L optional |
Hardness of chamber and rotor | HRC60 |
Chamber shape | M + W |
Upper pressure of chamber | 0.5 ~ 0.8 MPa (connected to external air source) |
Rotor type | Banbury or others |
Rotational angle of chamber when discharging | 110° |
Temperature range | Room temp. ~ 300 °C |
Heating mode | Electrical heating |
Cooling mode | Circulating water |
Rotor speed | 0 ~ 40 RPM adjustable |
Friction ratio | 1:1.3 |
Controller | Microprocessor + buttons or PLC touch screen optional |
Power supply | 3-phase, AC 380 V, 30 A |
Dimensions | 1450 mm (W) x 650 mm (D) x 1730 mm (H) |
Lab Internal Mixer Working Principle
The raw materials or mixtures fed into the mixing chamber is stirred by two rotors with spiral edges that rotate relatively inward at a certain speed ratio and at a specified speed, simultaneously subjecting to a downward pressure given from the upper ram. Under constantly and repeatedly intense shearing and squeezing, the material undergoes shear deformation and continuous kneading. Dispersing and mixing are finished in high-shear tapering nip regions between rotor tips and between the rotors and the mixing chamber walls. The desired mixing state is gradually achieved after processing for a specified time.
Lab Banbury Internal Mixer Features
- Compact in size and takes up small footprint.
- It can significantly reduce the labor intensity of operators.
- The rotors have high hardness, good wear resistance and corrosion resistance.
- The mixing chamber has good sealing performance and high degree of automation.
- Various capacities of chambers are available.
- Allows the cylinder to apply a specified pressure to the material in the mixing chamber.
- The mixing chamber has heating and cooling functions, and the rotors and ram cover are water cooled.
- The mixing chamber can be flipped outward 110 degrees for easy discharging.
- Push-button controller or PLC and touch screen controller is available.
- The whole machine has a high degree of automation, good stability and durability.
- Machines can be customized with unique features.
- Simple to use and easy to maintain for users.
FAQs About Lab Internal Mixer
Mixing rubber with an internal mixer is carried out under fast, high-temperature, and high-pressure conditions. Its advantages include large rubber filling capacity, short mixing time, high production efficiency, small equipment footprint, and easy operation of feeding, mixing and discharging operations, Low labor intensity, safe operation, little loss and flying of compounding agents and good environmental sanitation on the processing site.
However, the disadvantage is that it is difficult to control the rubber mixing temperature, so that scorch is prone to occur, and cooling water consumption is large. It is not suitable for mixing temperature-sensitive rubber materials, light-colored rubber materials, special rubber materials and rubber materials that change frequently.
When the rotor rotates, the rubber material in the mixing chamber undergoes a complex kneading action of flow and deformation, which can be roughly divided into three types:
- The kneading effect between the rotor ridge tipand the inner wall of the mixing chamber
After the material is added to the mixing chamber, it first passes through the gap between the two relatively rotating rotors, and then the “W”-shaped structure at the bottom of the mixing chamber separates the material and let it enter the gap between the rotor and the mixing chamber walls. Finally, The two groups of materials meet at the upper parts of the two rotors and enter the gap between the two rotors again to form continuous cycles. Since the gap between the outer surface of the rotor and the inner wall of the mixing chamber changes, the minimum gap is between the tip of the rotor’s ridge tip and the inner wall of the mixing chamber. When the material passes through this minimum gap, it is subject to strong squeezing and shearing.
- Stirring and folding effects between rotors
Since the rotational speeds of the two rotors are different, the relative positions of the ridges of the two rotors also change all the time, which causes the capacity of the material between the two rotors to change frequently. In addition, since each point on the elliptical surface of the rotor is not at the same distance from the axis center line, it has different circumferential speeds. Therefore, the gap and speed ratio between the two rotors are not a constant value, but are different everywhere and change from time to time. The maximum and minimum values of the velocity gradient differ by dozens of times. As a result, the material is subjected to strong shearing and violent stirring and kneading.
- The axial reciprocating cutting and stirring effect between the rotors.
Each rotor of the machine has two spiral ridges with opposite directions and different lengths. Under the action of the relatively rotating rotor, the material being processed not only makes a circular motion around the rotor, but also moves along the axial direction of the rotor due to the axial force exerted on the material by the protruding ribs of the rotor. This axial flow can activate the automatic turning and mixing of material.
When the internal mixer processes materials, there must be a floating weight (ram) exerting a certain pressure on the materials from above. The unit pressure of the ram on the materials is the main means to strengthen mixing or plasticizing. Increasing the pressure of the ram can fill the mixing chamber with materials as much as possible, reduce the remaining gaps to a minimum, and make the materials and various working parts of the machine and the components inside the materials more quickly contact and squeeze each other, so as to accelerate the process of incorporating and mixing various additives into materials, thereby shortening processing time and improving work efficiency. At the same time, due to the increase in the contact area between materials and the reduction in the sliding properties of the materials on the surface of the machine components, the shear stress of the materials during the mixing process is indirectly increased, thereby improving the dispersion effect and improving the mixing quality.
However, the increase in the pressure of the ram is limited to the complete filling of the mixing chamber. If this limit is exceeded, increasing the pressure will have no effect and the mixing time will not be shortened. As the ram pressure increases, the power consumption of the internal mixer will also increase.
The feeding sequence is summarized through long-term production practice.
At the beginning of mixing, the various plasticized rubbers as the matrix of the rubber compound should first be added to form a uniform whole, which is the basis of the entire mixing process. Solid softeners should be added together with raw rubber due to their slow dispersion. A small amount of additives are very important for the rubber compound. They should be added after the raw rubber is added to ensure sufficient mixing time. Except for a few ultra-fast accelerators, it generally does not cause scorch. The anti-aging agent is added immediately after the raw rubber to protect the raw rubber. Stearic acid is a good dispersant for carbon black, so it should be added before carbon black.
The dispersion effect of carbon black is the key to ensuring the quality of the rubber compound, and the dispersion of carbon black is closely related to its own structural state. The larger the particle size of carbon black, the lower the structure, the smaller the heat generation property of mixing, and the easier it is to mix into raw rubber, but the more difficult it is to further disperse. On the contrary, it is easier to disperse further.
The liquid softener must be added after the carbon black, otherwise it will reduce the hardness and shear stress of the rubber compound, make it difficult to disperse the carbon black, and increase the agglomeration phenomenon. In addition, liquid softener cannot be added at the same time as carbon black, otherwise the carbon black will agglomerate, be unevenly dispersed, and reduce the physical and mechanical properties of the rubber compound.
The method of adding carbon black and liquid softener can also be added in batches according to the type, dosage and type of raw rubber to make the carbon black evenly dispersed.
Sulfur and ultra-fast accelerator must be added after cooling down the rubber material, otherwise scorch and blooming will easily occur.
- The internal mixer has better sealing: The open mixer is an open equipment with exposed rolls, so dust may fly when used, causing damage to the air environment at the processing site. The mixing chamber of the internal mixer is a closed structure, and the materials are kneaded inside, which will not cause harm to the on-site environment and the health of the operator.
- The processing efficiency of the internal mixer is higher: When the internal mixer works, the material is stirred and kneaded by two rapidly rotating rotorswith wings in a relatively closed space, and a certain amount of force is exerted on the materialfrom above, so the shearing force produced by the internal mixer on the material is much greater than that of the open mixer. The result is that the processing efficiency of the internal mixer is higher. To achieve the same mixing effect of materials, the internal mixer will take less time and be more energy-saving.
- The operation safety of the internal mixer is higher: Compared with the open mixer, the internal mixer has a higher degree of automation. After the materials are fed and the machine is started, the mixing will be completed automatically. Unlike an open mixer, which requires the operator to manually turn the materialand operate the equipment, there is no need to worry about the operator’s hands being caught or other safety accidents when operating theinternal mixer equipment.
| Item | Internal mixer | Two roll mill |
| Sealing performance | High | Low |
| Processing efficiency | High | Low |
| Processing mode | Automatic | Manual |
| Energy saving | High | Low |
| Safety | High | Low |
The amount of rubber mixed in an internal mixer is called the working capacity. The amount of rubber mixed at one time is determined by the total capacity of the mixing chamber and the selected filling factor. The ratio of the working capacity of the internal mixer to the total capacity of the mixing chamber is called the filling coefficient, expressed by β.
β=V/V0
V is the working capacity of the internal mixer
β is the filling factor (0.55 ~ 0.75)
VO is the total capacity of the mixing chamber
So, the working capacity = V0 * β
The ratio of the rotational speeds of the two rotors in the mixing chamber of the internal mixer is called the speed ratio. There is a certain speed ratio during mixing, which causes the material to be strongly stirred and kneaded, which is beneficial to the kneading of the material and additives, making them evenly dispersed and improving the quality of mixing. The speed ratio of the oval rotor is generally around 1.3:1.
The rotor speed of the internal mixer refers to the number of revolutions per minute of the long rotor. The rotor speed is one of the important indicators of the internal mixer. It directly affects the production capacity, power consumption and rubber quality of the mixing. During the mixing process, the shear strain rate generated by the rubber material is directly proportional to the rotor speed, and is inversely proportional to the gap between the wing tip of the rotor and the wall of the mixing chamber. When the rotor speed increases, the shear strain of the rubber material increases, and the surface of the stirred rubber material is updated more frequently, which accelerates the dispersion of the compounding agents. On the other hand, when the rotation speed increases, the mechanical effect on the rubber compound increases, thus shortening the mixing time. Of course, the side effect of excessively fast rotor speed is a sharp increase in the temperature of the rubber material, which requires the operator to find a suitable balance point between the rotor speed and temperature when mixing rubber.
Depending on whether there is a stop during mixing, rubber mixing in the internal mixer is divided into one-stage mixing and two-stage mixing.
One-stage mixing means that the process from feeding and mixing to the cooling and discharging is completed continuously without stopping. This method has a short rubber preparation cycle and can eliminate the need for intermediate stoppage and cooling of the rubber, and occupies less space. However, due to the long mixing time in the internal mixer, the rubber compound is easily overheated. Especially in the late mixing period, the thermoplasticity of the rubber compound increases, which hinders the uniform dispersion of the compounding agents. Therefore, the quality of the processed rubber compound is not high and the plasticity is low. It is prone to scorch. Therefore, it is only suitable for the preparation of rubber materials for general products.
The second-stage mixing is to first mix the masterbatch in the internal mixer except for adding sulfur and accelerator, then cool and park the rubber for a period of time (usually more than 8 hours), and then put it back into the internal mixer for replenishment adding sulfur and accelerator. The two-stage mixing not only has good dispersion uniformity of the rubber material, but also significantly improves the physical and mechanical properties of the vulcanized rubber. It also has good process performance of the rubber material and can reduce the occurrence of scorch.
The mixing time of an internal mixer is much shorter than that of an two roll mill. The length of mixing time depends on the rubber compound formula, rotor speed, ram pressure, etc. A internal mixer with a large filling amount and a rotating speed, as well as an internal mixer with a low ram pressure will prolong the mixing time. Increasing the mixing time can improve the mixing uniformity of the rubber. However, if the mixing time is too long, the rubber will easily be over-mixed and its physical and mechanical properties, especially the aging resistance, will be reduced. Therefore, the appropriate mixing time must be determined according to the characteristics of the rubber compound formula, equipment characteristics and mixing process conditions.
The mixing process of the internal mixer is divided into three stages: wetting, dispersion and kneading. The main manifestation of the wet stage is that the rubber fully wets the surface of the carbon black particles and mixes with the carbon black to form a whole. The function of the dispersion stage is that through the shearing action produced between the internal mixer rotor ribs and chamber walls, the carbon black agglomerates are further crushed and fined, dispersed into the raw rubber, and further combined with the raw rubber to produce rubber compound. In the kneading stage, the dispersion of the compounding ingredients has been basically completed. Continuing mixing can further improve the homogenization of the rubber material, but it will also lead to mechanical chemical degradation of the rubber material and continue to reduce the viscosity of the rubber material.
The mixing temperature of the internal mixer is related to the properties of the rubber material. For rubber materials based on natural rubber, the mixing temperature is generally controlled at 100 to 130 degrees Celsius. The discharge temperature of the internal mixer should not be higher than 65 degrees Celsius, and the temperature when adding sulfur should not be higher than 100 degrees Celsius.
If the temperature is too low during mixing, the rubber material will often be crushed and dispersed, making kneading impossible. If the temperature is too high, the rubber will become softer, the mechanical shearing effect will be reduced, the mixing will be uneven, and the rubber molecules will undergo thermal oxidative cracking, reducing the physical properties of the rubber. It will also cause excessive chemical bonding between rubber and carbon black to produce too much gel, which will reduce the plasticity of the rubber material and make the surface of the rubber material rough, causing processing difficulties in calendering and extrusion.
During the mixing process of the internal mixer, effective cooling measures must be taken to strengthen the cooling of the rotor and the internal mixing chamber. Strictly control the discharging temperature and keep it within the specified appropriate temperature range to ensure the quality of the rubber and prevent scorching.
Get a Customized Quote for a Lab Internal Mixer that Best Meets Your Needs
Tell us about your unique testing requirements to get a personalized solution from AmadeTech





Related Posts





