 Skip to content
Skip to content 






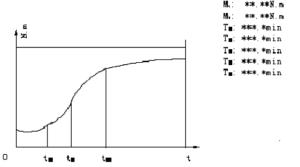
After completing the vulcanization test with a moving die vulcanizer, the software will automatically input a curve of torque versus time. There are several basic data points with specific meanings on this curve that will appear individually on the test report, including ML, MH , ts1, ts2, tc10, tc30, tc50, tc90 and VC. The specific meaning of each parameter is as follows:
ML: The lowest value of the reaction torque of the rubber during the vulcanization process. This value reflects the fluidity of the rubber, that is, the lower the ML, the better the fluidity, and the higher the ML, the worse the fluidity.
MH: The highest value of the reaction torque of the rubber during the vulcanization process. This value reflects the shear modulus, hardness, tensile strength and cross-linking density of the rubber. Generally, the lower the MH, the lower the hardness, and the higher the MH, the higher the hardness.
ts1: ML + 0.1N·m: Vulcanization start time, that is, the time corresponding to adding 0.1N·m torque on the basis of ML, in minutes.
ts2: ML + 0.2N·m: That is, the time corresponding to adding 0.2N·m torque on the basis of ML, in minutes. It reflects the operational safety of the rubber compound. The shorter TS2 is, the more likely it is that the rubber material will cure in advance and the product will be defective during production. On the contrary, the longer ts2 is, although the operation safety will be improved, the production efficiency will be lower and the cost will increase more.
tc10: ML+(MH-ML)×10%: It is the time corresponding to the torque of the minimum torque plus 10% of the difference between the maximum torque and the minimum torque, in minutes. Tc10 is the initial vulcanization time.
tc50: ML+(MH-ML)×50%: It is the time corresponding to the torque of the minimum torque plus 50% of the difference between the maximum torque and the minimum torque, in minutes. Tc50 is the vulcanization time that can be accurately evaluated.
tc90: ML+(MH-ML)×90%: It is the time corresponding to the torque of the minimum torque plus 90% of the difference between the maximum torque and the minimum torque, in minutes. Tc90 is often used as the optimal vulcanization time.
VC: VC=100/(T90-TS1): This value is the vulcanization speed index.
The phenomenon of early partial vulcanization occurs when the rubber compound containing a vulcanizing agent is processed during rubber mixing or calendering or when it is stacked in a poorly ventilated place.
The essence of the scorch phenomenon is vulcanization caused by local cross-linking of the rubber material. The result is that the fluidity of the rubber material becomes significantly worse, or even unable to flow, and subsequent processing cannot proceed normally. Simply put, scorch is vulcanization when it shouldn’t be. The rubber compound begins to cross-link before it actually reaches the desired vulcanization stage.
Scorch is a phenomenon, and scorch time reflects whether the rubber is easy to scorch. The longer the scorch time, the less likely it is to scorch.
There are two types of causes of scorch: internal causes and external causes.
The internal cause is improper selection of accelerator species.
External causes include:
1) The temperature is too high during the mixing, calendering, extrusion and other processing stages. The higher the processing temperature, the easier it is to scorch.
2) After mixing the rubber material, the cooling is insufficient. If the rubber compound is stacked directly on top of each other, it will easily scorch.
3) The processing time is too long. The longer the processing time, the easier it is to scorch.
4) The dispersion of the compounding agent is not good. Uneven dispersion easily lead causes scorch because the compounding agent is locally dispersed too much.
The scorch time is divided into two parts, namely the operating scorch time and the remaining scorch time.
Operational scorch time: The scorch time consumed by rubber compound during processing due to the heat accumulation effect caused by mixing, calendering, extrusion and other processes.
Remaining scorch time: The time the rubber compound remains fluid when heated in the mold.
When the formula is fixed, the total scorching time of the two is fixed.
1) Use slow-acting accelerators, such as sulfenamide accelerators.
2) Use anti-scorch agents, such as CTP.
3) During the mixing, calendering, and extrusion processes, control the processing temperature not to be too high.
4) The rubber compound must be cooled sufficiently before folding and stacking.
(5) On the premise of ensuring the dispersion of the compounding agent, shorten the rubber processing time as much as possible.
Rubber vulcanization is a cross-linking chemical reaction process in which rubber macromolecules transform from a linear structure to a network structure under certain conditions of pressure, temperature and time. It generally goes through a vulcanization induction stage (scorch stage), a thermal vulcanization stage, and a plateau vulcanization stage and over-vulcanization stage.
In the scorch stage of the rubber compound, cross-linking has not yet started and the rubber compound has good fluidity in the mold cavity. This stage is also called the vulcanization induction stage. The length of the scorch time of the rubber determines the scorch performance and the success rate of operation. The scorch time of the rubber is greatly affected by the vulcanization accelerator in the rubber and the thermal history of the rubber itself.
During the thermal vulcanization stage, the cross-linking of rubber begins at a certain speed. The vulcanization curve in this section shows a linear upward trend, the rubber gradually develops a three-dimensional network structure, and the elasticity and tensile strength of the rubber increase rapidly. The rubber has lost its fluidity, but its physical properties are not high.
In the plateau vulcanization stage, the cross-linking reaction has tended to be completed, the network structure has been formed, and the reaction speed has been relatively slow. The comprehensive physical and mechanical properties of vulcanized rubber have reached or are close to optimal values. Generally, the rubber vulcanization time should end at one point in this stage.
The over-vulcanization stage is the later stage of the formation of the macromolecular network structure of the rubber material. It is mainly dominated by the rearrangement and cleavage reaction of cross-linking bonds, and the tensile performance of the rubber material begins to decline.
1) Determine the vulcanization characteristic parameters of a certain rubber compound, such as ML, MH, T10, T90.
2) Study the vulcanization reversion and anti-reversion properties of rubber materials and compounding agents.
3) Study the effect of anti-scorch agents.
4) Study the impact of new additives on the vulcanization characteristics of rubber compounds.
5) Study the matching of rubber vulcanization and foaming speed.
The three elements of rubber vulcanization include temperature, pressure and time.
- Temperature is one of the three major factors in rubber vulcanization. It is the basic condition for rubber vulcanization reaction (cross-linking reaction) and directly affects the rubber vulcanization speed and the quality of products. Like all chemical reactions, the vulcanization reaction accelerates as the temperature increases, and more low-sulfur cross-links are easily generated; if the vulcanization temperature is low, the speed is slow, the production efficiency is low, and more polysulfide cross-links are generated.
- Vulcanization pressure refers to the pressure that the rubber compound bears per unit area during the vulcanization process. Pressure is one of the conditions for rubber cure. Generally, rubber compounds need to apply a certain amount of pressure during vulcanization to make the rubber material flow easily and fill the mold cavity, prevent the materials from generating bubbles during the cure process, and improve the density of the rubber material.
- Vulcanization time refers to the time it takes for the rubber to change from plasticity to elasticity, maximize cross-linking density, and optimize physical and mechanical properties under a certain temperature and molding pressure. The cure time required to achieve optimum cure at a certain temperature is called optimum cure time. A certain cure temperature corresponds to a certain optimum cure time. When the rubber compound formula and vulcanization temperature are constant, the vulcanization time determines the degree of vulcanization. Rubber products of different sizes and wall thicknesses control the degree of vulcanization by controlling the vulcanization time. Generally, the larger the size or thickness of the product, the longer the vulcanization time required.
- Optimum cure refers to the vulcanization state in which the comprehensive performance of rubber compounds reaches or approaches the optimal value. Optimum cure time refers to the shortest time required for rubber compounds to reach the optimum cure state. Optimum cure time is a range, not a point. The longer the plateau period, the more stable the physical properties of rubber products are. The cure state in the early stage of optimum cure (that is, not reaching the optimum vulcanization state) is called undercure, and the cure state in the late stage of optimum cure is called overcure.
- Optimum cure time includes theoretically optimum cure time, practically optimum cure time and engineering optimum cure time.
- Theoretically optimum cure refers to the cure state when the rubber reaches the maximum cross-linking density. Theoretical optimum cure time refers to the time required to reach maximum cross-link density.
- Taking physical and mechanical properties as the measurement index, that is, the vulcanization state in which the physical and mechanical properties are at the highest value or close to the highest value is called practically optimum cure, and the corresponding optimum cure time is called practically optimum cure time.
- The optimum cure time obtained by taking into account many factors such as rubber material performance, vulcanization process methods and conditions, product characteristics, etc. is called engineering optimum cure time. Generally, when the thickness of the product is less than 6 mm, the practically optimum cure time t90 measured by the moving die vulcanizer is the same as the engineering optimum cure time of the rubber.
The physical and mechanical properties of the rubber in the optimum cure stage can maintain the highest value or be slightly lower than the highest value. However, for many rubbers, It is impossible for all properties to be at the optimal value at a certain time, and some properties may have contradictions to a certain extent, so it must be comprehensively considered based on various physical performance indicators of the rubber material. During production, the optimum cure time can only be selected based on certain main indicators. For example, the tear strength and crack resistance of rubber are best when it is slightly in undercure state before reaching the theoretically optimum cure time. The resilience, heat generation, anti-swelling properties and compression set of the rubber are best when it is slightly in overcure state. The tensile strength, modulus stress, wear resistance and aging resistance of the rubber are best when it is at theoretically optimum cure time. Therefore, the length of the cure time is not only directly related to the formula of the rubber compound, the vulcanization process method, the vulcanization temperature and the vulcanization pressure, but is also affected by some of the main properties that are focused on. This kind of consideration takes certain physical and mechanical properties as the priority, that is, the vulcanization state when the certain physical and mechanical properties are at the highest value or close to the highest value is practically optimum cure, and the corresponding optimum cure time is called practically optimum cure time.











