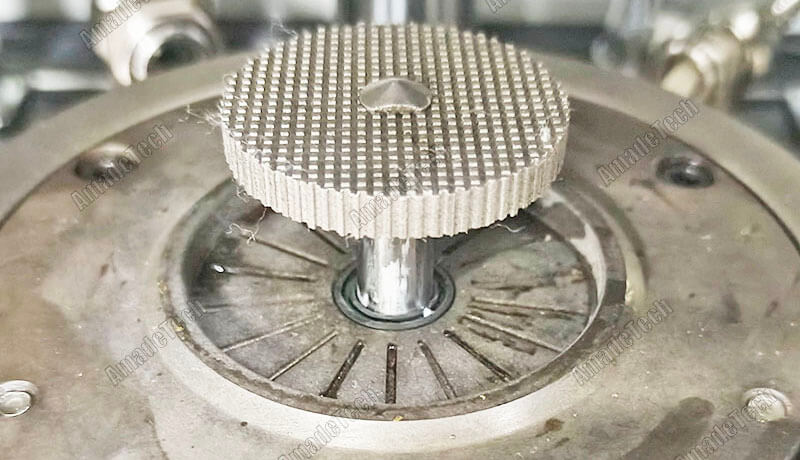
When doing the Mooney scorch test, a large rotor with a diameter of (38.10 ± 0.03) mm is generally used. When the sample is a high-viscosity rubber material, a small rotor with a diameter of (30.48 ± 0.03) mm is allowed. The Mooney scorch test temperature is generally 120±1°C. Its purpose is to simulate the temperature of the rubber material during processing and measure the early vulcanization characteristics of the rubber material at this processing temperature. If there are special needs, other tests can be used Experimental temperature.
Sample preparation
1) The sample is two pieces of circular discs, 45~55mm diameter, 6 ~ 8 mm thick, one of which has a ¢8~10 mm hole punched in the middle.
2) The test surface should be free of impurities and pores.
3) After processing, the sample should be stored at room temperature for 2 hours, but should not exceed 10 days.
Operating steps
1) Power on and turn on the machine and computer respectively, and check whether the required tools and accessories are in place.
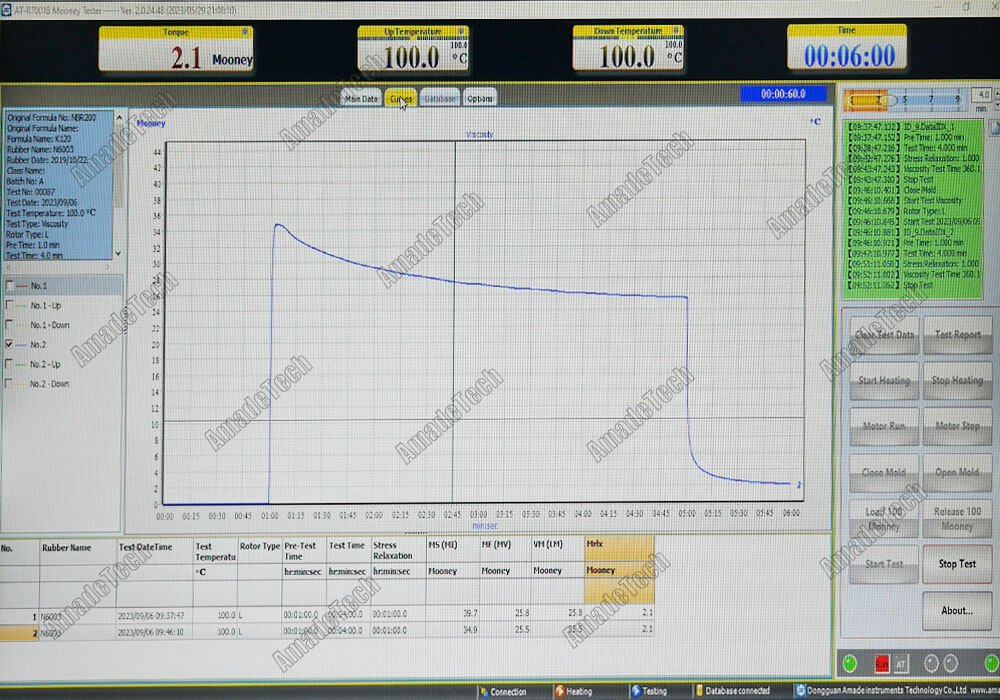
2) Open the computer testing software and set relevant parameters, such as test temperature, formula selection, test time (preheating for one minute, testing for 4 minutes), etc.
3) preheat the die cavity and rotor to the test temperature and allowing it to reach a stable state. When the Mooney viscometer rotates without load on the rotor, the Mooney value reading on the PC should be within the range of ± 0.5.
4) Open the die cavity, pass the rotor shaft through the center hole of the holed sample, then insert the shaft into the bore of the lower die, finally accurately place the other sample on the rotor. (When testing low-viscosity rubber, you can place a high-temperature resistant film between the sample and the upper and lower dies to prevent the rubber from contaminating the die cavity.) Then quickly close the die cavity, and the system automatically starts timing from the moment the die cavity is closed. The general preheating time for the sample is 1 minute, but other preheating times can also be used as needed.
5) After the sample reaches the preheating time, the system automatically starts the motor to rotate the rotor at a speed of (2.00 ± 0.02) r/m, and immediately automatically records the Mooney values during the test.
6) After 60 minutes of testing, the test can be stopped when the sample still does not appear scorched or its Mooney value does not rise from the minimum value to 18 or 35 Mooney values.
7) After the test is completed, the system will open the die cavity automatically. You can take out the sample, and store or print the testing data.
Result expression
Mooney scorch time is t3 or t5 on the curve.
t3 – the time from the start of the test to the point where the viscosity of the compound drops to its lowest point and then rises by 3 values of Mooney viscosity in the case of a test with a small rotor.
t5 – the time from the start of the test to the point where the viscosity of the compound drops to its lowest point and then rises by 5 values of Mooney viscosity in the case of a test with a big rotor.